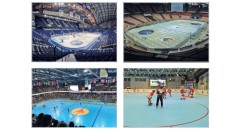

Nowoczesne lodowisko, bez względu na przeznaczenie, musi być wyposażone w niezawodną i tanią w eksploatacji maszynownię, zaopatrzoną w pełen odzysk ciepła, płytę mrożeniową, system zapobiegający przemrażaniu gruntu pod lodowiskiem i oczywiście bandy, które zapewnią bezpieczeństwo użytkownikom. Konieczna jest także maszyna do pielęgnacji tafli.
Powrót amoniaku
Niezawodna i najtańsza w eksploatacji maszynownia to maszynownia amoniakalna. Amoniak, po latach wygnania, okazał się najsprawniejszym i najbardziej ekologicznym czynnikiem chłodniczym. Jego ilość w maszynowni lodowiska to od 10 do 70 kg w wewnętrznym obiegu. Ilość ta jest bezpieczna dla środowiska.

Średni miesięczny koszt eksploatacji nowoczesnej maszynowni amoniakalnej krytego, pełnowymiarowego lodowiska to około 20 tys. zł. Dla porównania, średni miesięczny koszt eksploatacji nowoczesnej maszynowni freonowej to ponad 30 tys. zł. W praktyce oznacza to, że przy całorocznej eksploatacji lodowiska, będziemy mogli zaoszczędzić ponad 100 tys. zł, jeżeli będziemy używać ekologicznego amoniaku.
Kontrola kosztów
Kontrolę kosztów eksploatacji pomoże nam utrzymać odpowiednia automatyka, która dopilnuje, żeby lód miał żądaną temperaturę, a silniki kompresorów, pomp i wentylatorów obracały się taką ilością obrotów, jaka jest rzeczywiście potrzebna do utrzymania lodu najwyższej jakości i żeby w hali panowała odpowiednia wilgotność. Takie maszynownie są już nawet budowane w Polsce, przede wszystkim dla potrzeb rynku skandynawskiego, bo polski rynek jest niewielki.

Niemal wszystkie wiodące lodowiska w Polsce mają maszynownie amoniakalne – Gdańsk Olivia, Bydgoszcz Torbyd, Toruń Tor-Tor, Warszawa Torwar, Warszawa Stegny, Tomaszów Arena Lodowa, Sosnowiec Stadion Zimowy, Katowice Spodek, Katowice Janów, Tychy Stadion Zimowy i wiele innych. Koszt nowoczesnej maszynowni amoniakalnej, dostarczonej np. przez fińską firmę Prorink to ok. 1,5 mln zł netto (www.prorink.com).
Płyta lodowiska
Płyta lodowiska jest identyczna dla lodowisk wielofunkcyjnych i hokejowych. Jest ona ogromnym wymiennikiem ciepła i ma (wraz z maszynownią chłodniczą i maszyną do pielęgnacji tafli) ogromny wpływ na jakość lodu. Składa się z rur mrożeniowych ułożonych na siatce zbrojeniowej, przykrytych kolejną siatką zbrojeniową. Konstrukcja jest zalana odpowiednim betonem. Płyty nie wolno dylatować ani nacinać, ponieważ woda, która dostaje się do nacięć, zamarzając zwiększa swoją objętość i niszczy płytę lodowiska.
Płyta mrożeniowa jest ułożona na warstwie izolacji, a izolacja na kilkuwarstwowej podbudowie. Pod całością konstrukcji powinien być ułożony system zapobiegający przemarzaniu gruntu, który umożliwi całoroczną eksploatację lodowiska. Koszt płyty wraz z izolacją i podbudową wykonaną np. przez Prorink to ok. 1,5 mln zł. Koszt instalacji ochrony gruntu przed przemarzaniem to ok. 40 tys. zł (www.prorink.pl).
Bandy na lodowiskach do hokeja
Nawet na najlepszym lodowisku dla łyżwiarzy figurowych czy short tracku nie da się zorganizować mistrzostw w hokeju na lodzie, ponieważ bandom hokejowym stawia się dużo wyższe wymagania niż innym. Zadaniem band jest zatrzymanie zawodników na płycie lodowiska. Gracze, w pogoni za krążkiem, nie zwracają uwagi na to, że za chwilę skończy się lód. Wyjazd poza lodowisko z szybkością kilkudziesięciu kilometrów na godzinę przyniósłby opłakane skutki, więc bandy pomagają hokeistom wytracić szybkość i zatrzymać się w jak najmniej bolesny sposób. W tym celu bandy wysokiej klasy odchylają się o kilka centymetrów.
Na Mistrzostwach Świata w Hokeju na Lodzie Elity w Czechach w 2015 r., część zawodów odbywała się na lodowisku w Ostrawie, wyposażonym w starsze bandy sztywne, a część w Pradze, na Arenie O2, wyposażonej w nowoczesne bandy elastyczne. Wszystkie uszkodzenia ramion zawodników miały miejsce na lodowisku w Ostrawie otoczonym bandami sztywnymi. W Pradze, na Arenie O2, nie było ani jednego przypadku kontuzji, spowodowanego kontaktem z bandą. Od tamtego czasu wszystkie mistrzostwa świata elity hokeja odbyły się z zastosowaniem band elastycznych, a ilość kontuzji na meczach była minimalna.
Hokejowy krążek może się poruszać nawet z szybkością 200 km/h. Kibice chcą go dobrze widzieć, ale nikt nie chciałby, żeby krążek go uderzył. Dlatego też lodowisko hokejowe jest otoczone wysokimi, przezroczystymi osłonami. Na lodowiskach treningowych, a także drugoligowych, gdzie nie ma wysokich wymagań co do przejrzystości, rolę tę pełnią płyty z przezroczystego poliwęglanu, osadzone w mocowaniach ze słupów aluminiowych. Poliwęglan zniekształca trochę obraz, słupki trochę zasłaniają, ale oglądać się da, a co najważniejsze – jest bezpiecznie. Bandy tego rodzaju są na większości polskich lodowisk. Ich cena to około 400 tys. zł, a czas oczekiwania na dostawę to około trzy miesiące.

Najlepsze bandy produkują Finowie i Kanadyjczycy. Niektóre firmy w Polsce wykonują bandy hokejowe metodami rzemieślniczymi. Cena jest znacznie niższa, ale jakość również. Przed zamówieniem band należy zawsze zażądać referencji z lodowisk, gdzie gra się w hokeja – chodzi o bezpieczeństwo użytkowników. Kilka lat temu głośno było o przewróceniu się bandy w czasie meczu hokejowego. Na jednym ze znanych polskich lodowisk rzemieślnicza banda przewróciła się pod naporem zawodników. Na szczęście nic się nikomu nie stało, ale było to bardzo niebezpieczne.
Na lodowiskach, gdzie gra elita hokeja, stosuje się osłony z utwardzonego powierzchniowo akrylu. Jego przejrzystość jest identyczna jak (zabronionego obecnie dla hokeja) szkła hartowanego. Akryl można montować bez aluminiowych słupów, dzięki czemu widoczność jest tak dobra, że przez osłony można prowadzić transmisję telewizyjną. Najnowsze technologie zapewniają pełną elastyczność również bandom z oszkleniem bezsłupowym – takie właśnie bandy były użyte na mistrzostwach świata w hokeju na lodzie w Pradze, Kolonii, Paryżu, Petersburgu, Moskwie i Kopenhadze. Należy zwrócić uwagę, żeby płyty akrylowe były utwardzone powierzchniowo, ponieważ akryl jest materiałem miękkim i zastosowanie płyt nieutwardzonych powoduje konieczność częstej wymiany.
Bandy tej klasy, dostarczone np. przez firmę Raita Sport, kosztują zazwyczaj około 900 tys. zł, a czas oczekiwania na dostawę to około 6 miesięcy. Rozwiązaniem, które może być korzystne zarówno dla niektórych lodowisk hokejowych, jak i wielofunkcyjnych są zapory lodowe. Jest to rodzaj fundamentu, który umożliwia montaż i demontaż band bez roztapiania płyty lodowej. Dzięki temu można, w przeciągu kilku godzin, przekształcić halę lodową w halę wystawową, koncertową czy sportową (www.raitasport.com).
Maszyna do pielęgnacji tafli
Maszyna do pielęgnacji tafli lodowej jest u nas niesłusznie nazywana rolbą. Rolba to nazwa firmy produkującej ratraki, która była pierwszym importerem maszyn Zamboni do Europy. Firma umieszczała swoje logo na froncie maszyn, dzięki czemu było bardziej widoczne niż logo rzeczywistego producenta. Ale nazwa się przyjęła, szczególnie w krajach dawnego bloku wschodniego. W innych krajach mówi się Zamboni – od nazwiska wynalazcy i pierwszego producenta. Zadaniem takiej maszyny jest zregenerowanie płyty lodowej i kontrolowanie grubości tafli.
Dzisiejsze Zamboni są wyposażone w system laserowej kontroli grubości tafli, system monitoringu ilości wyjazdów, czasu pielęgnacji, zebranego z tafli śniegu, ilości wylanej wody, stanu baterii, potrzeby serwisu i wielu innych informacji. Dane te można odczytać na komputerze lub smartfonie kierownika lodowiska. Cena najdroższych na rynku maszyn, z maksymalnym możliwym wyposażeniem dla lodowisk pełnowymiarowych, nie przekracza 600 tys. zł netto. Czas oczekiwania na taką maszynę produkcji Zamboni to około 6 miesięcy. „Rolby” innych producentów są trochę tańsze i można je kupić od ręki (www.zamboni.com).
Autor jest prezesem zarządu fi rmy Prorink Polska Sp. z o.o., buduje lodowiska w Polsce od 1998 r. Sztuki budowy uczył się w Szwecji. Uczestniczył w budowie większości polskich lodowisk pełnowymiarowych. Zbudował w swojej karierze 136 lodowisk w Polsce i za granicą, w tym na mistrzostwa świata i Europy w hokeju, jeździe szybkiej i fi gurowej na lodzie.
Kontakt:
Prorink Polska Sp. z o.o.
tel. kom.: 606 99 88 22
biuro@prorink.pl,
TEKST I FOTO – Tomasz Bukowiecki